


Flexo print mistakes + 12 top CAUSES + their solutions
Flexo print mistakes: the 12 top CAUSES and their solutions!
Flexo print mistakes 12 of the most common mistakes that you might experience in flexo printing and the possible solutions.
12 of the most common mistakes that you might experience in flexo printing and the possible solutions. Here a list of the most common causes of these mistakes: a chance for you to check our suggestions and choose your remedy. See the history of flexo print here.

Here are the first 12 mistakes and the related solutions:
- Ahdesion
- Blocking
- Brittleness
- Dot Dipping
- Creasing
- Dark Dirty Print
- Dot Gain
- Feathering
- Foaming
- Filling in
- Ghosting
- Hickeys / Spots
Here is the list of problems that can be encountered during the various stages of flexographic printing:
Ahdesion. |
|
|
This happens when the printed layer does not adhere enough to the substrate and separates from it. In this case the printed material usually does not pass the mechanical tests performed by the operator such as those with the adhesive tape, rubbing or wrinkling.
|
|
|
CAUSES |
SOLUTIONS |
|
Ink is not suitable for your substrate. |
Make sure that ink is suitable for your substrate. |
|
Ink is too diluted. |
Use correct viscosity and ensure a balanced ink quantity by reducing dilution. |
|
Ink mixture wrong or too weak. |
Make sure that solvents are suitable to ensure a good ink layer on the substrate. |

Blocking. |
|
|
This happens when the layers of the printed material get stuck on each other due to print pressure, though moderate, because of a variation in temperature. The extent of the problem is only visible after the separation of the layers.
|
|
|
CAUSES |
SOLUTIONS |
|
Ink does not dry off on the substrate. |
Correct solvent proportion, use fast-drying solvents. Check dryers. |
|
Ink dries on the surface and holds solvent. |
Start with lower temperature. Reduce viscosity for a thinner ink layer. Check dryers. |
|
The rolled-up reel is too hot. |
Reduce reel temperature using a cooling system until ± 5°C than room temperature. Install cooling rollers or reduce dryer temperature. |

By signing up to flexo 24’s newsletter you will only receive helpful information and an immediate €20,00 discount for your first order above € 199,00! Sign Up:

Brittleness. | |
This flexo print mistake is caused by a wrong manipulation of digital flexo plate both during production and in printing. See again what are the production steps of the flexo plates in the dedicated page.
| |
CAUSES | SOLUTIONS |
Temperature or UV exposure too high in the drying or UV-polimerization system causing the substrate or the ink layer to release some humidity/plastifier. | Check reel temperature. Reduce heat and/or increase air volume inside the drying chamber. |
Bad adherence. | Reduce power of UV lamps. |
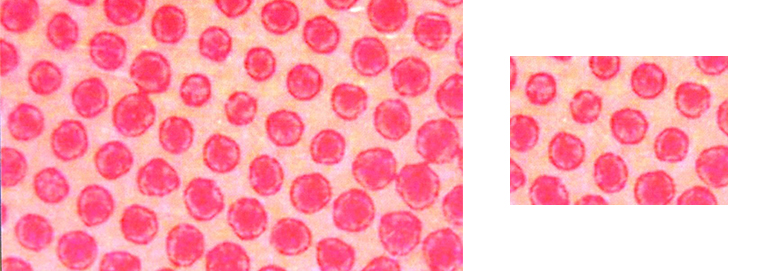
Dot dipping. | |
This occurs when some of the engraved dots on the plate are smaller than the anilox pattern, the inking roller. The engraved dots are dipped inside the cells of the inking roller so that the ink is not only on the top of the dot, but also on the shoulders. Therefore these dots transfer to the substrate a higher quantity of ink than the other dots.
| |
CAUSES | SOLUTIONS |
Line screen of anilox roller is lower than the screen on the plate. | Use anilox with a higher line screen. |
Lack of consistency of minimum dots on the plate: some have dimensions lower than standard. | Check plate calibration. Reduce screen count of the plate. Adjust minimum dots on the plate according to the minimum line screen allowed by the anilox. |
Creasing. | |
Wrinkles and creases may occur on the substrate while printing.
| |
CAUSES | SOLUTIONS |
Defective substrate. | Try to smooth out wrinkles towards the edges of the reel by means of spreader rollers. |
Malfunction of the material guide. | Check and clean the material guide. Set the guide and the reels so that they roll up and roll out at the same distance from the edges, thus avoiding extreme movements. |
Flexophic press machine is not aligned. | Re-align machine, especially the rollers. |
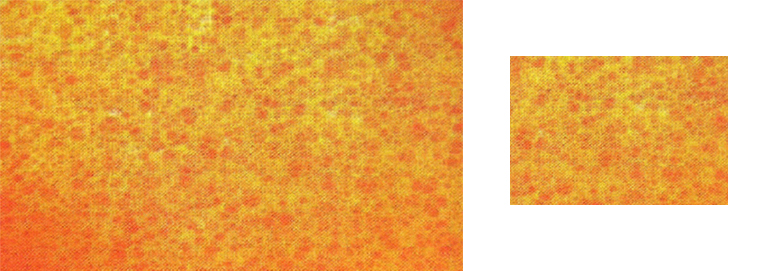
Dark Dirty Print. | |
This is clearly visible for the excess ink transferred on the substrate and for the saturated colours.
| |
CAUSES | SOLUTIONS |
Volume of the anilox is too high. | Choose anilox with cells having a lower volume. |
Wrong ink viscosity. | Check ink viscosity and keep it at correct value during the print run. |
Dot gain is too high. | Set pressure to minimum level (kiss print) and/or use a softer tape. |
Dot gain. | |
This error is visible when the area of the screen dots increases from the plate to the print. Do not confuse this error with the "dot gain compensation value".
| |
CAUSES | SOLUTIONS |
Ink volume too high. | Reduce anilox volume keeping the colour balance. |
Thickness of the plate too high or swelling of the plate. | Check consistency of the plate thickness and residual solvent that might cause swelling. Replacement of plate might be necessary. |
Wrong tape or air bubbles between tape and plate. | Change tape. Check for any bubbles beneath the tape and re-mount the plate if needed. |
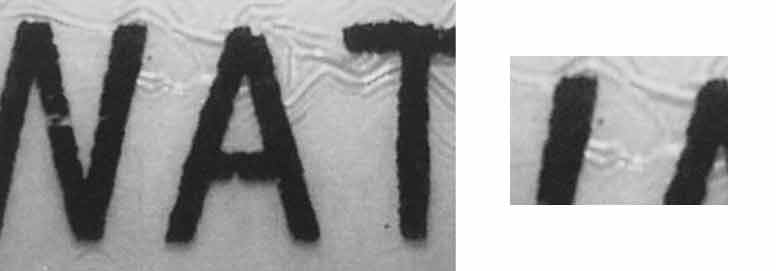
Feathering. | |
Irregular edges around the printed graphic elements occur as a result of high pressure and a consequent excess of ink that increases the area of the screen dots printed on the substrate.
| |
CAUSES | SOLUTIONS |
Wrong pressure on print unit. | Set again pressure of all rollers. |
Ink dries on the plate. | Clean the plates thoroughly. Increase press speed. Slow down drying by adding ink retarder. Ensure that the ink containers are covered. |
Wrong setting of the ink dispensing system. | Restore the pressure settings between the fountain roller and the doctor blade system. |
Foaming. | |
This issue occurs when an extra quantity of foam is in the printing unit, inside the ink trays or pumps.
| |
CAUSES | SOLUTIONS |
Wrong balance between solvents. | Add solvent with a high content in alcohol to correct the mixture. |
Wrong pH or viscosity. | Correct the pH value and reduce viscosity. Add small amounts of anti-foam product. |
1:1 ratio between anilox and inking roller. | Reduce the rotation ratio of the inking roller. |
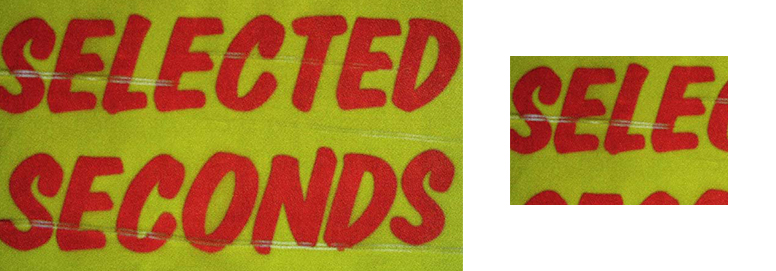
Filling. | |
This is caused by an ink build-up on the surface of the plate and on the dot shoulders. Filling happens especially on small texts and screened areas.
| |
CAUSES | SOLUTIONS |
High amount of ink. | Use anilox with lower volume. |
Particles of pigmented or foreign material. | Inks should be well mixed and free from large particles. Ensure that the pump and the pipes in the inking system are clean. |
Font, graphic elements or screen count not correct. | Check that all graphic elements are suitable for flexo printing, see specifications here to prepare a correct pdf for your plates with the online software. |

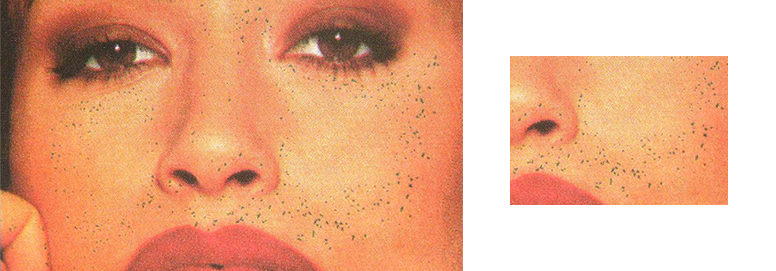
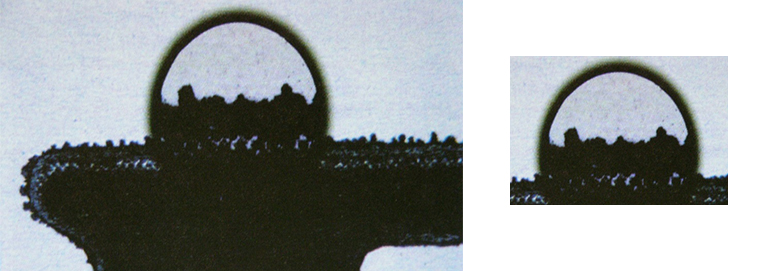
Ghosting. | |
This occurs when an image is duplicated elsewhere in a lighter version but it should not appear. This is usually a pattern that is repeated in the layout.
| |
CAUSES | SOLUTIONS |
Ink pump is too small for the amount of ink required by the images to be printed or by the doctor blade chamber. Anilox is not inked according to the amount needed. | Verificare l’efficienza della pompa oppure sostituirla con una più potente o aumentare il tempo di contatto tra l’inchiostro e l’anilox all’interno della camera racla con racle più distanziate per favorire la corretta re-inchiostrazione del rullo in rotazione. |
Ink viscosity is too high for the pump. | Check and set ink viscosity. |
Ink dries up on the anilox before being transferred to the substrate. | By solvent-based inks the problem might be caused by a low viscosity. A higher viscosity should slow down fast drying on the anilox. |
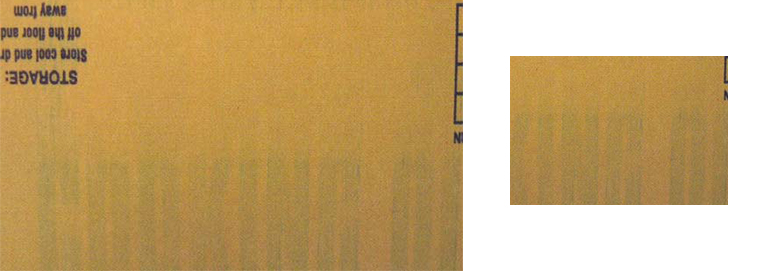
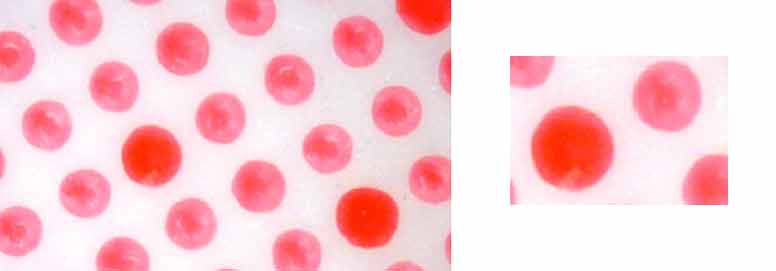
Hickeys or spots. | |
This defect occurs when small undesired spots appear on the printed material. These are usually white, colour less spots surrounding a small amount of ink.
| |
CAUSES | SOLUTIONS |
Dust on the substrate is transferred to the plate. | Clean the plate if necessary and use cleaning antistatic tools. |
Ink spread too high. | Slow down or dilute ink to reduce tack. |
Coating is not gripping on paper. | Check with the paper supplier. |

Start now and become a Flexo 24 customer: create your own plate!


